
Entgrattechnologie mit Breitbandschleif- u. Entgratmaschinen
Der Grat an Werkstoffkonturen entsteht durch die verschiedenen Trennverfahren, wie Scheren, Laserschneiden, Gas/Plasmaschneiden, Stanzen.
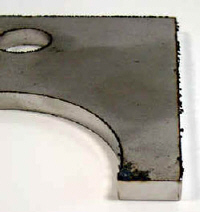
Trotz modernster Fertigungsverfahren lässt sich Grat nicht vermeiden. Beim Laserschneiden z.B. entsteht je nach Laserleistung und Materialbeschaffenheit ein Grat der rückstandsfrei entfernt werden muss. Das Bild rechts zeigt ein typisches Werkstück.
 |
 |
Im schnellen Durchlaufverfahren wird der Grat mit Schleifwalzen abgeschliffen. Der dadurch entstehende Seitengrat wird mit Bürstensystemen rückstandsfrei entfernt. Eine "verrundete Kante" mit einem Radius bis zu 0,3 mm entsteht. Das Bild rechts zeigt ein entgratetes Werkstück.
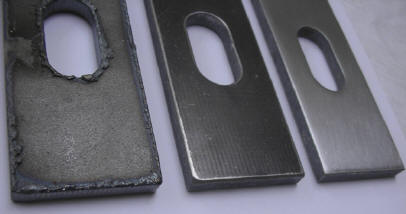 |
Stanzgrat Makroaufnahme
Stanzgrat entfernt


Mit dieser universellen Nassschleifmaschine können 3 Bearbeitungsverfahren durchgeführt werden. Schleifen von Oberflächen, Entgraten von beliebigen Konturen und Entzundern von Stirnflächen. Siehe Bild rechts

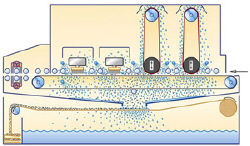
Universelle Lösung mit 2 hintereinander geschalteten Schleifwalzen zur Entfernung von
Lasergrat, Stanzgrat, Plasmagrat
- Walze 1 Härte 65°- 85° (Schleifen)
- Walze 2 Härte 25° - 35° (Kantenverrundung)
- Anschließend wird mit 2 EC-Systemen der Sekundärgrat restlos entfernt.
Brennteile vorher - nachher:
Bearbeitungszeit nur 6 sec
