Metallschleiftechnik + Entgrattechnik
Breitbandaggregat
![]() Metallschleiftechnik
Metallschleiftechnik
Das Schleifen, Entgraten und Kalibrieren von Werkstückoberflächen mittels Schleifbändern erfordert ein Höchstmass an Präzision.
Das Herzstück einer Breitbandschleifmaschine ist das Schleifaggregat mit der Kontaktwalze, die je nach Anwendung in den verschiedensten Ausführungen gefertigt wird.

![]() Metallschleiftechnik
Metallschleiftechnik

![]() Metallschleiftechnik
Metallschleiftechnik
![]() Metallschleiftechnik
Metallschleiftechnik
| Ø 102 mm | Ø 122 mm |
| Ø 140 mm | Ø 180 mm |
| Ø 200 mm | Ø 240 mm |
| Ø 300 mm | Ø 350 mm |
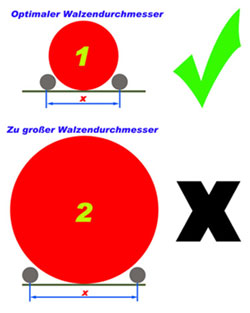
Walzen Ø ist abhängig von der Anwendung !
Ein zu großer Walzen Ø ist sehr nachteilig !!!!
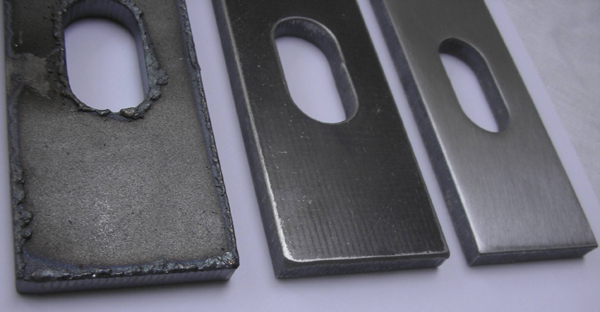
Das Bild 2 Maß X verdeutlicht das kleine Werkstücke nicht mehr bearbeitet werden können. Zudem kann eine große Kontaktwalze mit einer weichen Shorehärte keinen Lasergrat entfernen.
![]() Metallschleiftechnik
Metallschleiftechnik
Universelle Lösung mit 2 hintereinander geschalteten Schleifwalzen zur Entfernung von
Lasergrat, Stanzgrat, Plasmagrat
- Walze 1 Härte 65°- 85° (Schleifen)
- Walze 2 Härte 25° - 35° (Kantenverrundung)
- Anschließend wird mit 2 EC-Systemen der Sekundärgrat restlos entfernt.
Siehe
auch:  Entgrattechnik
Entgrattechnik